
Why is the collet knowledge important?
The collet allows you to quickly change tools in and out of your spindle. But understanding how it works is important to make sure that you get the most out of your tools. Correct use will:
improve tool life, and
improve the quality of your finished parts.
How can I make sure the collet is working correctly?
Follow the articles in this section to make sure you are using your collet correctly and giving the best possible performance. We’ll cover:
Collet basics
The difference between OZ and ER collets
Essential maintenance
Understanding the collapse range for your collet
Loading the collet into your spindle correctly
How to correctly position your tool
Where does it sit?
A collet (C) is used in a spindle motor (D), to clamp a cutting tool (A) to the end of the spindle taper (E). A nut (B) is used to compress the collet which applies a clamping force to the tool.
A: Tool
B: Spindle nut
C: Collet
D: Spindle unit
E: Spindle taper

What the collet needs to do
Provide the maximum amount of clamping force
By clamping force, we mean the amount of grip the collet has on the tool. A high clamp force:
Dampens vibration
Allows for higher RPMs
Reduces chatter
Reduces risk of tool pulling out of the spindle
Provide the minimum run-out
By run-out, we mean the distance the tool mis-aligned from the center or rotation (shown below in red).

A low run-out value means:
All flutes do an even amount of work
Even wear
Better tool life
Better finishes
Better accuracy
Reduced wear in the spindle bearings
General
We offer spindles to cater for 2 different types of collet.
OZ series (ISO 10897)
ER series (ISO 15488)

Which is best for you
The OZ series is the cheaper solution, but the ER collet offers benefits which include:
Improve tool changing
Better part finish
Improved holding reliability
and the ability to cater for a wide tool shank range (read on to find out more).
If you already have some collets in your tools, this may also be a deciding factor.
What makes the ER collet different?
Both collets have slots in them to allow the collet to compress when the nut is tightened, gripping the shank of the tool.
However, the positions of the slots vary. Note how the OZ slots only come from one end – they all start from the top (A) – whereas the ER slots start at both top (B) and bottom (C).

The OZ slots only extend from the top, so when the OZ collet is compressed, the collet only folds inward only at the bottom. This makes the clamp force uneven along the length of the tool, weakest at the back (X). This is tangential clamping.

The ER slots extend from both the top and the bottom, so when the ER collet nut is tightened, the collet compresses evenly along the length of the tool shank. We call this even clamping.

Tangential clamping (OZ) does not perform as well as even clamping (ER) in various different areas of operation.
Advantages of the ER series
ER is less prone to jamming during tool change.
The fact that the ER collet can compress at both ends means it is easy to free from the spindle core.
ER reduces wear, vibration and noise during operation.
This is because even clamping reduces run-out on the tool.
ER has an improved clamping force on the tool.
An even clamp on the tool means that less torque is needed on the nut to hold the tool. Ultimately this reduces the risk of tools pulling out in the middle of a job.
ER collet allows for a total clamping range.
Because the collet can compress evenly, it can hold tools up to a millimeter below the shank diameter. The OZ collet can only be used for the nominal diameter.
Inspect the collet surfaces for damage
Collet damage can impede the collet’s ability to clamp the tool, affect run-out, and potentially damage the spindle taper.
Before every use, inspect the collet surfaces for damage.
Never use a damaged collet. Discard immediately. |

Clean the collet between each change
Debris can impede the collet’s ability to clamp the tool, and can affect run-out.
Blow away dust from:
spindle taper
collet surfaces
collet slots
If further cleaning is needed, use IPA with a lint free cloth.
Do not use a collet if it is not clean. |
Lubricate the taper surfaces
Reasons why lubricating the taper surfaces is important
Lubricating the taper surfaces is important for the following reasons:
Lubricant ensures that the nut and collet taper surfaces slide during compression.
As the nut is wound down the spindle thread, it rotates. Therefore, as the nut comes into contact with the collet surfaces, it tries to twist the collet. If the nut and collet taper surfaces do not slide, the collet will twist and tool run-out will increase significantly.
Lubricant prevents the taper surfaces from corrosion damage.
For the same reason above, the tapered nut and collet surfaces must be allowed to slide over each other to prevent twist, and collapse evenly.
Lubricant acts as a release agent for between the mating surfaces, so reduces the risk of the collet getting jammed in the spindle taper.
Where to apply lubricant
Apply the lubricant to the outer taper surfaces of the collet only.

Never apply lubricant to the inner bore of the collet, since this would reduce clamping force on the tool! |
Which lubricant to use
We use a high-performance grease Molykote P-40. Key characteristics for this application are:
Does not displace under pressure (as the collet is compressed)
Good corrosion protection (doesn’t absorb moisture)
Good fretting protection (prevents the tapered surfaces binding against each other)
How to apply
Clean the collet with IPA and a lint free cloth
Allow to dry
Apply the lubricant with a small brush
Wipe away any excess with a lint free cloth
Load your collet
Know your tool diameter
To find out the diameter of the shank of the tool that you are using:
Tool markings are often faint and worn, so always check the shank diameter using a vernier caliper or micrometer.
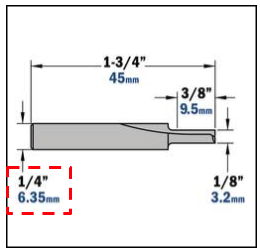
Identify your collet size
The collet will have the size etched onto the surface:
Markings on the collet face
For example, this ER16 collet is a ¼”.

Markings on the collet side
This OZ style collet is 8 mm.

Understand your collet collapse range
OZ shank range
The OZ design does not have any collapse range.
The tool shank diameter must match the collet nominal marking exactly. |

It is a common mistake to put a 6.0mm shank into a ¼” (6.35mm) OZ collet, because it looks “close enough”. This is a mistake because the OZ collet design works with tangential loading (explained in the ‘What is the difference between ER & OZ’ section). A 0.35mm gap at the top of the collet would mean a very poor clamping force, and large run-out. It would likely deform the collet too.
ER shank range
ER collets are more versatile. They can collapse to hold slightly smaller tools shanks than the size stated.
The nominal size stated on the side of an ER collet will always indicate its maximum tool shank diameter.
Collets up to 3mm can typically collapse a further 0.5mm.
E.g. a 2mm ER collet would have a clamping range of 2-1.5mm.
Collets above 3mm can typically collapse a further 1.0mm.
E.g. a 6mm ER collet would have a clamping range of 6-5mm.
If you see a collet marking with the range, it will always have the nominal maximum first e.g. 8-7. This is because collets only ever collapse.
Never force a tool shank slightly larger than the nominal maximum into an ER collet, this will permanently damage the collet when tightened.
If you have an 8mm tool, but two eligible collets (9-8, and 8-7) which should you use? Always use the collet size with a nominal maximum closest to the tool shank (in this case 8-7). This ensures the maximises the tool-to-collet contact area.
Make sure you have followed all the steps in the ‘Collet maintenance’ section above before loading a collet.
General
Load the collet into the nut first (1).
Then insert the nut and collet assembly into the spindle taper (2).

Never set the collet into the spindle taper first, and then screw on the nut. This would damage the eccentric washer in the nut. |

ER16 collets (ISO 15488)
Design

Loading
The collet will have a recessed ring around the outside.

This recess fits over an eccentric washer inside the collet nut.
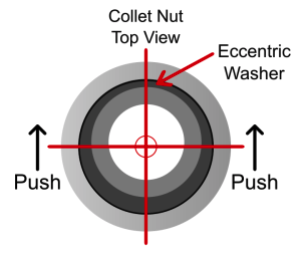
There is a mark on the bottom of the nut which indicates where the widest part of the washer is. |

Insert the collet into the nut at at an angle so the collet recess can sit over the widest part of the washer as shown:

Once the collet recess is over the widest part of the eccentric washer, straighten the collet. There will be an audible click, which means it is fully inserted.
If the collet is correctly inserted it will spin freely in the nut but it will not easily pull out.

OZ collets (ISO 10897)
Loading
OZ type collets do not have the eccentric washer. To insert an OZ collet into the nut simply push the collet into the nut until you hear a click.

Releasing a jammed OZ collet
The OZ is a budget solution, which as a consequence often jam in its receiving taper. If jammed, loosen the collet with a squared wooden or rubber mallet from behind with a light blow (do not use any hard tooling).
The arrow below indicates the direction of force.

Setting the tool depth in the collet
General positioning rules
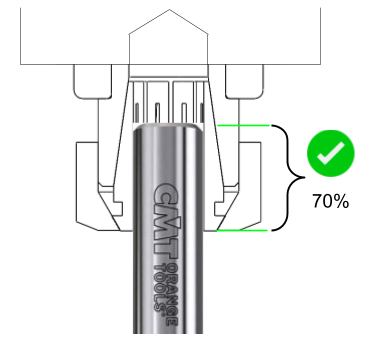
Minimum 2/3rd contact
The shank must contact at least 2/3rds of the collet bore.
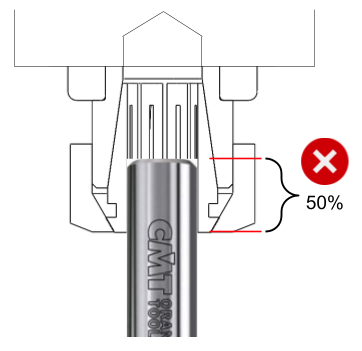
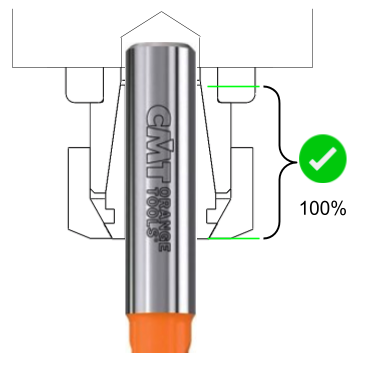
Shank must not touch back of the spindle taper
Extra contact of the tool shank against the back of the spindle taper can over constrain the tool, causing increased run-out.

Positioning a tool with a K mark
If a tool has a K mark, this mark is only a guide. The final position should never break any of the general positioning rules listed above. The general rules should always take precedence. |

Some cutters will have a “K Mark”, a marking on the shank of the tool. It is called a K mark because it is shaped like a sideways capital K.

The intent behind the K mark is to act as a helpful guide to load the tool in approximately the right place. In the first instance, the K mark can be initially aligned with the front face of the collet.

Tighten the collet
Tighten the nut
Fix the nut by hand and then add a 1/8 turn with the spanner. Maximum torque of 10-11 Nm. |
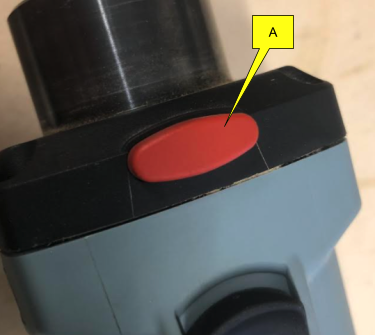
To tighten the nut you need to hold down the rotary stop button so that the spindle taper cannot spin.
If this button will not press in, apply light pressure while manually turning the spindle motor until it locates.
A: Rotary stop button
Tighten the collet nut with the provided spanner (turning clockwise).

Final check

After clamping, look at the face of the collet. Inspect the gaps:
Gaps should be present
If the gaps are close to zero, the tool may be too small for the collet
Gaps should be even
If the gaps are uneven, this implies that the nut was over-torqued